技術概要
この技術は特別にデザインされた表面パターンにより、潤滑剤が付与されている接触面での動摩擦や静摩擦を更に大きく減少させます。
安定した流動性膜を摺動面に保持することによって、摺動面で摩擦が発生している間、パラメトリック加工された摺動面が潤滑します。ベアリングと同様、より効果的かつ安定的に潤滑効果が継続します。
主な特徴と利点
- 潤滑状態の摺動表面間において静摩擦および動摩擦を最大75%低減させる
- 摩擦の減少による利点:摩耗低減、システム(機器)のエネルギー消費低減、熱の低減、潤滑性能と耐用年数の改善
- 幅広く様々な素材の接触面に適用でき、効果的である
- 表面デザインは幅広く使われている様々な技術や設備で製造できる
- 流動膜を保持し、熱の蓄積を低減することによって、システム効率向上およびパフォーマンス向上が、短期的および長期的に見受けられる
想定される活用事例
- 平滑な/軸内部の円筒構造物/スリーブ軸受け
- 軸受け筒
- 線形のガイドユニット
- 摩耗パッド/プレート
- スラストワッシャー(座金)
- 精密動作エレメント
ご提案:
産業機械向け部品製造とエンジニアリングに注力する海外の大手企業が技術の所有者になります。本技術が自社の本業以外の分野で幅広い応用性を持つとの認識に至り、技術供与をベースとした提携により商業化を目指す事になりました。
商業化のパートナー候補を様々な市場分野において探しています。
技術所有者:
産業機械向け部品製造とエンジニアリングに注力する海外の大手企業
技術の定義および範囲
特別に設定された角度(入射角)によって定義され(図1を参照してください)、そのパターン化された構造を含む表面特性がこの技術の特徴になります。
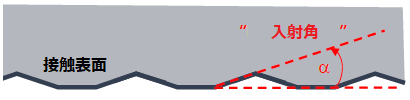
図1:この技術は入射角が0.5~3.0度の間の表面特性に特徴づけられた一連の“テクスチャー加工された”表面で構成される。
“接触表面軸に対する入射角が0.5度以上3度未満の範囲である事”、が特許でクレームされています。実験においてこの入射角範囲は、摺動表面における摩擦の低減に特に効果的であることが確認されています。
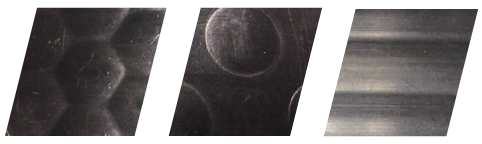
関連特許でクレームされているパラメーター限度内で、表面テクスチャーに関わる複数のクレームの実施例が評価されており、潤滑状態の表面において、著しい摩擦の低減を示している。
評価されたパターン化表面構造の実施例が図2に示されている。
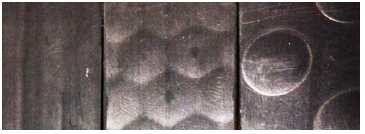
図2:表面パターン化技術の実施例
この構造パターンは、様々な接触表面素材への適用が効果的である。
ポリマー複合材と鋳鉄製の表面で実証テストが行われたが、この技術は幅広い用途向けに設計および定義されており、接触面素材にはほとんど依存しない。
想定される使用事例と用途
最大限に幅広い条件で、この技術が応用されるのは:
接触表面が滑動する物・・・
・・・線形または回転系の動きがある物の設計
・・・流体潤滑剤を使用する物
この技術は、低摩擦が重要で、システムの使用寿命またはメンテナンススケジュールに重要な影響をもたらし、使用事例において著しい価値をもたらした。この技術は潤滑接触部分の封止が要求されない場所においてより良く適合します。
推奨する使用法
- ―無地の、軸内部の円筒構造物、スリーブ軸受け
- 軸受け筒
- 線形のガイド
- スラストワッシャー(座金)
- 摩耗パッド/プレー
推奨する分野
- 工作機械
- 自動化産業機器
- 精密機器モーションシステム
- 反復性動作機器
- 油圧システム
摩擦の低減による潤滑性の改善:
- 潤滑効果の向上
- 長期間にわたる潤滑性能の均一性向上(潤滑剤を偏りなく接触面全体に広げ安定させる)
- 潤滑性の持続性向上(高温になることが減り、潤滑剤の劣化を抑制できる)
そして、より大きなシステムにおいて:
- 摩耗を減少させる
- (現状の)潤滑の代替となりうる
- パフォーマンスや効率や均一性を改善する
- メンテナンスの手間を少なくする
- 耐用年数を延ばす
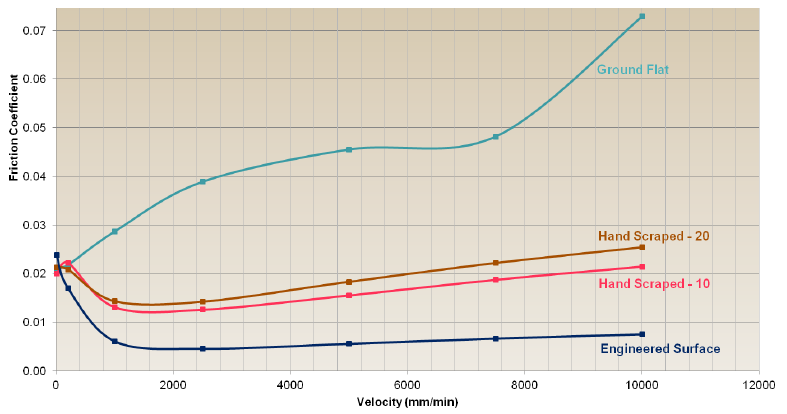
図3(摩擦係数と速度(mm/min)の関係):ここで開示されている精巧に設計された表面パターンは、平坦面(ティール曲線)での接触表面、きさげ加工表面(銅とピンク色の曲線で、それぞれ異なる削り精度)の低摩擦パフォーマンスを改善した。
この技術での入射角は、動摩擦や静摩擦の両方の低減を示し(図4)、いくつか事例では、転がり摩擦の水準まで低減している。
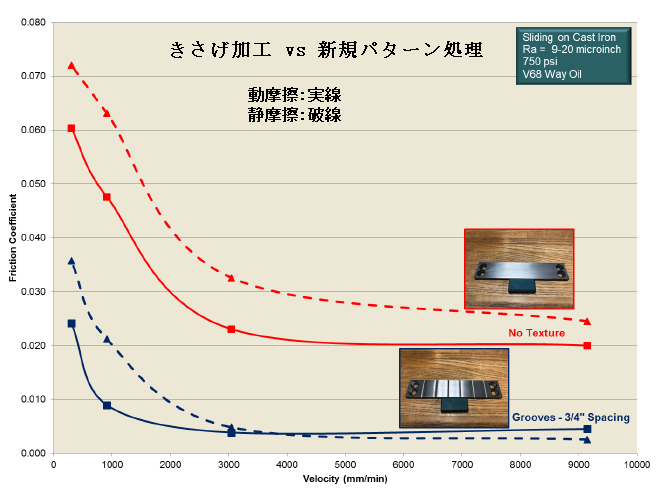
図4:きさげ処理された潤滑性のあるフッ素系摺動材の摩擦係数と移動速度の関係
(1)パターン処理なし研磨済み鋳鉄(赤)
(2)特許の請求項で示される入射角を有する溝付きパターン処理鋳鉄(紺)
きさげ加工したフッ素系摺動材もしくは磨いた「パターン加工」のない鋳鉄と比較して、「パターン加工」した鋳鉄の方が動摩擦と静摩擦の両方とも低くなります。
加工処理と導入
この技術は、高い精度と繊細さが表面の特徴として要求されますが、加工方法には依存しません。
商業的規模で金属部品上にこれらの表面パターンを生成するためには以下のプロセスが有効かつ有望であることが開発および試験を通じて示されています。
- マイクロミーリング加工
- ワイヤ放電加工
さらなる追加技術として可能性があるものは以下の通りです。
- スタンピング(工程)
- 熱/圧力による成型
- ウォータージェット切断
- レーザー切断
- その他のアブレーション(焼灼)およびエッチング技術
その他の用途に応じた適切な加工方法は、接触表面の材料や既存の加工設備とリソースの利用状況に依存します。
この表面パターン化技術は潤滑性改善や摩擦低減のために広範囲の素材に効果的に適用することができますが、固く、消耗しない材料や部品に応用した場合、より優れたビジネス事例や大きな価値命題を提供することができるかもしれません。
技術開発、現状、および技術所有者
開発:繰り返し設計を行い、改良し、評価することで、結果的にこの一連のパラメトリック面を有する表面処理の特許を取得しました。
現状:本技術が自社の本業以外の分野で幅広い応用性を持つとの認識に至り、技術供与をベースとした提携により商業化を目指す事になりました。
現在、商業化のパートナー候補を様々な市場分野において探しています。
技術所有者:産業機械向け部品製造とエンジニアリングに注力する海外の大手企業
